

手持式激光焊接機在管道與罐體補焊中的工藝要點
在石油化工、能源及食品制藥等行業(yè),管道與壓力容器的現(xiàn)場修補是保障連續(xù)生產(chǎn)和設(shè)備安全的關(guān)鍵環(huán)節(jié)。傳統(tǒng)焊接受限于空間和熱輸入,常面臨變形、內(nèi)壁氧化等難題。手持式激光焊接機以其能量集中、熱影響區(qū)小和操作靈活的特性,為這類現(xiàn)場修復(fù)提供了高效且高質(zhì)量的工藝選項,其成功應(yīng)用則依賴于對特定工藝要點的精準(zhǔn)把握。
確保修復(fù)質(zhì)量的前提是充分的焊前評估與表面處理
對于存在腐蝕減薄、裂紋或砂眼的待修區(qū)域,必須首先進(jìn)行無損探傷以確定缺陷的精確范圍與深度。隨后,需采用機械方式(如角磨機)徹底清除缺陷及周圍區(qū)域的氧化層、油污和涂層,直至露出金屬光澤。對于薄壁管道或罐體,這一步驟尤為關(guān)鍵,因為任何雜質(zhì)都可能影響激光能量的吸收并導(dǎo)致焊接缺陷。若條件允許,建議在管道或容器內(nèi)部通入惰性氣體(如氬氣)進(jìn)行背面保護,這對防止焊接時內(nèi)壁氧化、保證介質(zhì)流動的潔凈度至關(guān)重要。

焊接參數(shù)的選擇需基于材料特性與結(jié)構(gòu)特點進(jìn)行精細(xì)調(diào)整
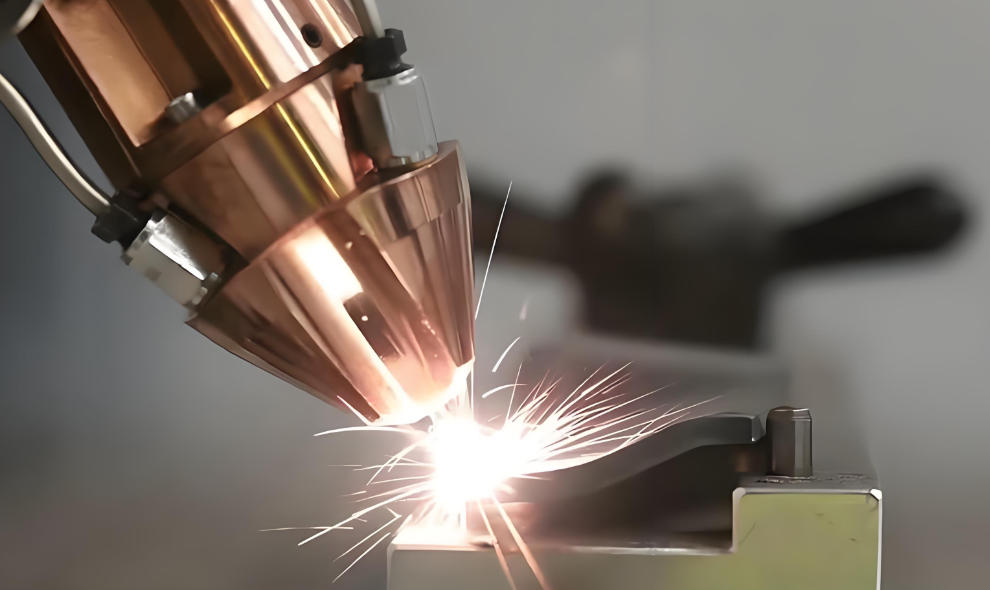
對于常見的碳鋼或不銹鋼材質(zhì),應(yīng)采用較低功率、較高速度的脈沖焊接模式,以最大限度控制熱輸入,避免母材性能因過熱而劣化。激光焦點通常置于工件表面或略低于表面,以獲得適宜的熔深。針對管道環(huán)縫或罐體曲面,操作者需通過手腕靈活調(diào)整焊槍角度,確保光束始終垂直于被焊點的切線方向。對于壁厚較薄(如小于3mm)的缺陷,可采用自熔焊;而對于需要填充材料的較厚部位或較大缺陷,則應(yīng)選用匹配材質(zhì)的細(xì)直徑焊絲,并精確控制送絲速度與激光束的同步,確保熔滴平穩(wěn)過渡,避免產(chǎn)生氣孔或未熔合。
作業(yè)過程中的安全防護與環(huán)境控制是現(xiàn)場施工成功的保障
在可能存在易燃易爆介質(zhì)的工業(yè)環(huán)境中施工前,必須進(jìn)行嚴(yán)格的氣體檢測與工藝隔離。激光焊接產(chǎn)生的強烈弧光需通過專用防護眼鏡或面屏進(jìn)行隔離。同時,由于作業(yè)空間可能受限,必須配備強力的局部煙塵抽吸裝置,以保持視野清晰并保障操作者健康。對于帶壓或無法完全清空的設(shè)備進(jìn)行“帶壓堵漏”式點焊修復(fù)時,更需制定周密的應(yīng)急預(yù)案,并由經(jīng)驗豐富的技術(shù)人員操作。
手持式激光焊接機在管道與罐體補焊中的應(yīng)用,是一項集精密工藝、靈活操作與嚴(yán)格安全規(guī)范于一體的技術(shù)。通過嚴(yán)謹(jǐn)?shù)暮盖疤幚怼⒕?xì)的焊接參數(shù)適配以及對現(xiàn)場環(huán)境的周全控制,能夠?qū)崿F(xiàn)對設(shè)備缺陷的高效、可靠修復(fù),在最小化停機時間的同時,恢復(fù)并保障承壓設(shè)備的結(jié)構(gòu)完整性與安全運行壽命。

 掃一掃添加微信
掃一掃添加微信