

激光模具焊接機:精準修復不同厚度模具的實用方案
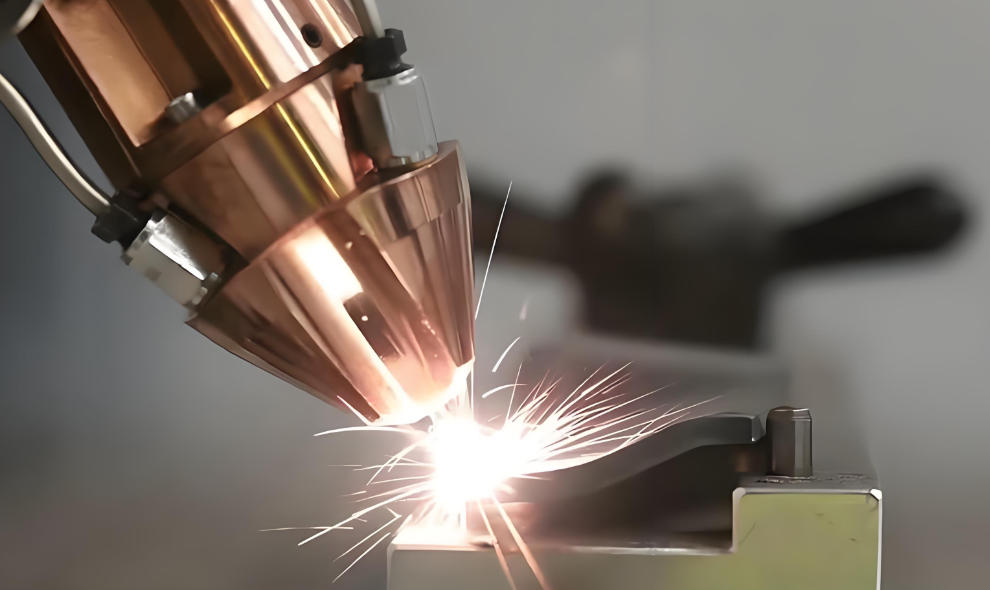
在注塑、壓鑄、沖壓等行業,模具磨損、崩角或加工失誤是常見問題。傳統氬弧焊修復容易造成熱變形大、硬度不均,后續需大量打磨甚至重新熱處理。而激光模具焊接機憑借低熱輸入、高精度熔覆能力,已成為模具修復的主流選擇。但用戶常面臨一個實際難題:如何用同一臺設備高效處理從幾毫米到上百毫米厚的模具?答案在于合理的結構設計——特別是激光頭手搖升降 + 工作臺電動升降的組合方案。

為什么需要雙升降調節?
模具工件差異極大:小型精密鑲件可能僅20mm高,而大型汽車覆蓋件模具體積龐大、局部修復點高度不一。若僅靠固定焦距焊接,要么無法對焦(太近燒頭),要么能量密度不足(太遠熔深不夠)。
激光頭手搖升降:用于粗調光路高度,適應不同工件整體高度范圍。手搖結構簡單可靠,無電氣干擾,適合車間環境;
工作臺按鈕電動升降:用于微調焊接點與焦點的相對位置,精度可達±0.02mm。操作者通過腳踏開關或面板按鈕即可實時調整,無需停機。
這種“粗+精”雙調節模式,既保證了靈活性,又提升了操作效率。
實際應用中的優勢
快速切換工件類型
上午修小銅電極,下午焊大鋼模座,只需調整升降位置,無需更換夾具或光路組件。
保持最佳焦距
激光能量密度與離焦量密切相關。通過電動工作臺微調,可始終將熔池控制在焦點附近,確保焊道致密、稀釋率穩定。
降低操作門檻
老師傅習慣手搖定位,新人可通過電動按鈕精細控制。兩者結合,兼顧經驗與精度。
激光模具焊接機常見問題
以為“自動對焦”萬能:視覺對焦在油污、反光或復雜曲面下易失效,手動+電動仍是可靠基礎;
忽視升降行程范圍:采購時需確認激光頭升降行程≥300mm,工作臺電動行程≥50mm,才能覆蓋多數模具場景;
只看功率不看光斑:模具修復多用200–600W脈沖模式,光斑直徑0.3–0.8mm更實用,而非盲目追求高功率。
一臺好的激光模具焊接機,不在于功能堆砌,而在于能否真正解決現場多變的修復需求。手搖+電動雙升降設計看似傳統,卻是經過驗證的實用方案。它讓操作者在面對不同厚度、不同結構的模具時,始終能快速找到更好的焊接位置,既保質量,又提效率。對于模具制造商而言,這才是值得選擇的生產力工具。

 掃一掃添加微信
掃一掃添加微信