

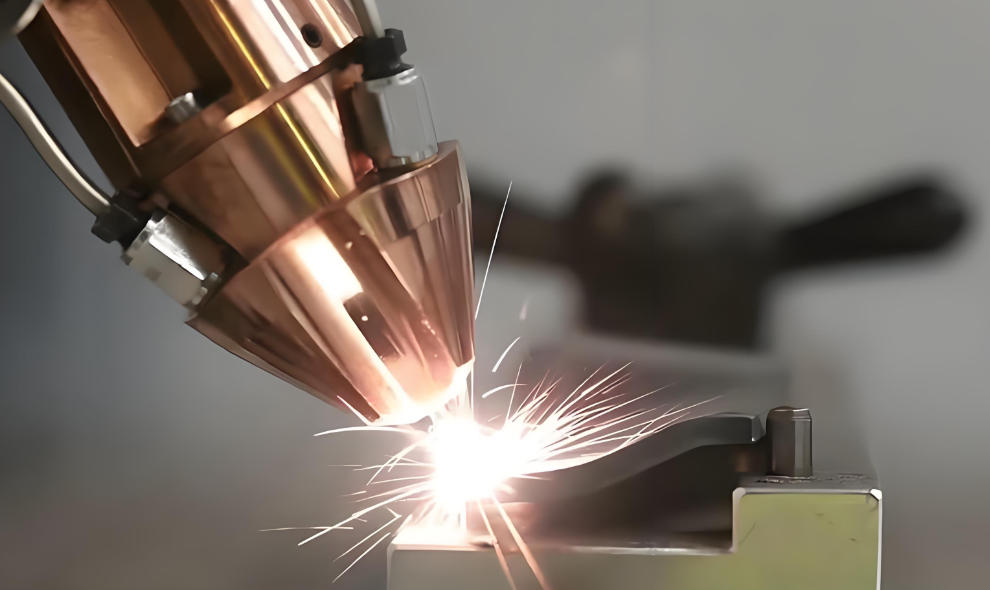
鋁板激光焊接機:比傳統焊接設備更少的焊接缺陷
在動力電池殼體密封焊、車載攝像頭支架組件、醫療設備鋁合金外殼等鋁結構件制造中,焊接質量直接關系到產品強度與密封性。然而,鋁材因高導熱、高反射、易氧化等特性,一直是焊接難點。許多用戶嘗試過TIG、MIG等傳統工藝,卻常被氣孔、裂紋、變形等問題困擾。近年來,鋁板激光焊接機逐漸成為替代方案,其優勢不僅在于速度快,更在于能系統性減少典型焊接缺陷。

為什么傳統焊接鋁板缺陷多?
氣孔問題突出:MIG/TIG焊接時,電弧高溫使鋁表面氧化膜(Al?O?)分解產生氫,而鋁液凝固快,氣體來不及逸出,形成密集氣孔;
熱輸入大導致變形:寬熱影響區使薄板(如1–3mm)極易翹曲,后續需校形或機加工;
焊縫成形不穩:熔池流動性強,易下塌或咬邊,尤其在搭接或角焊縫中。
這些問題在批量生產中意味著高返修率和成本上升。
鋁板激光焊接機如何減少缺陷?
能量集中,熱輸入可控
鋁板激光焊接機采用高功率密度光束,熔池形成快、凝固迅速,大幅縮短氣體析出時間窗口。配合高純氬氣保護,可將氣孔率降低60%以上(實測數據,視材料狀態而定)。
小熔池提升成形穩定性
激光焊縫窄而深,熔池體積小,受重力影響小,即使在仰焊位置也不易下塌。對于0.8mm薄鋁板,也能實現無支撐對接焊。
減少氧化干擾
雖然鋁表面氧化膜仍需打磨或清洗,但激光焊接過程時間短(毫秒級),減少了高溫下二次氧化的機會。部分設備還集成等離子監測,實時反饋熔池狀態,自動補償波動。
變形量顯著降低
熱影響區窄,殘余應力小。某電池托盤項目對比顯示:MIG焊后平面度偏差達1.2mm/m,而激光焊控制在0.3mm/m以內,省去矯平工序。
鋁板焊接需注意的關鍵點
材料清潔不可省:油污、水分仍是氣孔主因,焊前必須處理;
并非所有鋁都易焊:6系鋁合金(如6061)含鎂硅,熱裂傾向高,建議采用填絲+脈沖模式;5系(如5052)焊接性更好;
設備需適配鋁材特性:優選帶綠光預處理或高反材料專用控制算法的鋁板激光焊接機,避免因初始反射導致起焊不良。
鋁板激光焊接機之所以能減少焊接缺陷,主要是源于對熱過程的精準控制。它把原本依賴焊工經驗的技術活,轉變為可重復、可監控的工程過程。對于追求高質量、低返修率的制造企業來說,這不僅是設備升級,更是工藝可靠性的提升。

 掃一掃添加微信
掃一掃添加微信