

螺旋翅片管激光焊接機(jī):為什么這類換熱元件必須用激光焊接?
螺旋翅片管廣泛應(yīng)用于余熱回收、空冷器、鍋爐省煤器等高效換熱設(shè)備中,其核心結(jié)構(gòu)是在光管外壁螺旋纏繞金屬翅片(多為碳鋼、不銹鋼或雙相鋼),通過(guò)擴(kuò)大散熱面積提升熱交換效率。傳統(tǒng)制造多采用高頻焊或電阻焊,但隨著能效標(biāo)準(zhǔn)提高和工況復(fù)雜化,越來(lái)越多企業(yè)使用螺旋翅片管激光焊接機(jī)。這并非盲目升級(jí),而是由產(chǎn)品性能需求倒逼的工藝選擇。
")
傳統(tǒng)焊接方式的局限性
高頻焊雖速度快,但存在明顯短板:
熔合線淺且不連續(xù):僅靠表面熔化搭接,實(shí)際結(jié)合強(qiáng)度低,在高壓或熱循環(huán)下易脫焊;
焊縫氧化嚴(yán)重:無(wú)有效保護(hù)氣氛,焊縫呈深灰色,耐腐蝕性差,尤其在含硫煙氣環(huán)境中壽命大幅縮短;
翅片翹曲變形:局部過(guò)熱導(dǎo)致薄翅片(常為0.5–1.2mm)邊緣卷曲,影響流體通道均勻性。
這些問(wèn)題在高端應(yīng)用場(chǎng)景(如石化、核電輔助系統(tǒng))中已難以接受。
激光焊接如何解決這些痛點(diǎn)?
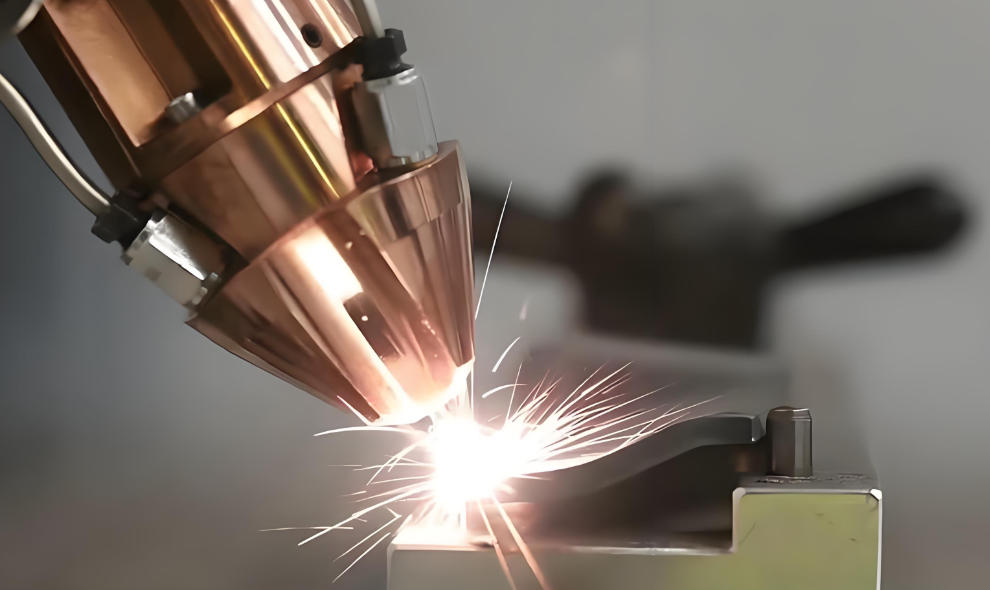
螺旋翅片管激光焊接機(jī)通過(guò)高能量密度光束實(shí)現(xiàn)冶金級(jí)熔合,帶來(lái)三方面實(shí)質(zhì)性改進(jìn):
全熔透、高強(qiáng)度連接
激光可精準(zhǔn)控制熔深,使翅片與基管形成完全熔合的焊縫,實(shí)測(cè)剪切強(qiáng)度比高頻焊提高30%以上。即使在6MPa以上工作壓力下,也無(wú)脫片風(fēng)險(xiǎn)。
焊縫潔凈、耐腐蝕
在惰性氣體(通常為氬氣)保護(hù)下,焊縫呈銀白色,無(wú)氧化皮。這對(duì)沿海電廠或化工廠的防腐要求至關(guān)重要。
熱輸入低,形變小
激光作用時(shí)間短(毫秒級(jí)),熱影響區(qū)窄,翅片幾乎無(wú)翹曲。實(shí)測(cè)表明,激光焊后翅片平面度偏差≤0.15mm,而高頻焊常超0.4mm,直接影響空氣側(cè)壓降和換熱均勻性。
設(shè)備需滿足的特殊要求
螺旋翅片管焊接并非簡(jiǎn)單直線焊,而是沿螺旋軌跡連續(xù)運(yùn)行,對(duì)螺旋翅片管激光焊接機(jī)提出獨(dú)特要求:
同步旋轉(zhuǎn)與軸向進(jìn)給:管體旋轉(zhuǎn)速度與激光頭軸向移動(dòng)必須嚴(yán)格匹配螺距(常見(jiàn)5–20mm),否則焊偏;
動(dòng)態(tài)聚焦補(bǔ)償:因管徑變化或裝夾誤差,需實(shí)時(shí)調(diào)整焦距以維持能量密度;
防飛濺設(shè)計(jì):焊接過(guò)程中產(chǎn)生的少量飛濺若附著在未焊區(qū)域,會(huì)干擾后續(xù)光束吸收。
因此,選購(gòu)時(shí)不能只看激光功率,更要關(guān)注運(yùn)動(dòng)控制系統(tǒng)精度和工藝適配能力。
螺旋翅片管激光焊接機(jī)的引入,本質(zhì)上是從滿足基本連接需求向追求高可靠性、長(zhǎng)壽命和高性能換熱的升級(jí)。這種轉(zhuǎn)變并非出于技術(shù)跟風(fēng),而是應(yīng)對(duì)日益嚴(yán)苛的能效標(biāo)準(zhǔn)、腐蝕環(huán)境和運(yùn)行壓力的現(xiàn)實(shí)選擇。對(duì)于換熱器制造企業(yè)來(lái)說(shuō),采用激光焊接不僅提升了產(chǎn)品在高端市場(chǎng)的競(jìng)爭(zhēng)力,也從源頭降低了因脫焊、腐蝕或變形導(dǎo)致的返修與售后風(fēng)險(xiǎn)。

 掃一掃添加微信
掃一掃添加微信